
Spring 2012 (contents):
1. Groove Welding
2. Arc of Welding
3. "Luke - I am your father"
________________________________________________
Groove Welding
On a typical butt weld, the two parts to be welded are pressed close together and welded. If the parts are thin enough, the weld can go deep enough to weld the entire weld interface (a.k.a. CJP- Complete Joint Penetration), as would be required if the weld is expected to transfer load from one side to the other. "Thin" is a relative term since processes like Electron Beam Welding can butt weld fairly thick sections, of the order of a few inches. However, arc welding processes are limited to less than 0.25" (~6 mm) before they need special edge preparation to allow them to make a CJP weld.
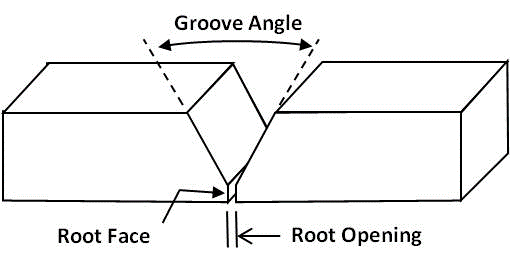
In order to gain access for the welding electrode to the whole depth of the weld, the parts have to be machined to have a wider gap at the top, as is shown in the schematic below. The drawing shows both parts have been machined to form a V-groove between the parts with an included angle of 60 degrees. Now the electrode can have access to the bottom of the weld from where the process will start. If the parts are quite thick that a single pass is not enough to fill up the space, the operator will lay down multiple passes to fill up the groove. Multiple passes themselves posses huge challenges including cleaning, pre-heating, residual stress, and flaw detection. The first pass at the bottom of the groove is the trickiest since it has to bridge the gap and produce good fusion with the weld faces. If the gap is too big, a backing plate can be used and can be left in place after welding. When a backing plate is not used, the first pass may have to be partially gouged out and re-welded from the other side to remove any defects.
As plate thickness increases, the groove volume becomes bigger (to maintain the same groove angle for electrode access) and at some point it is better to make V-grooves from both sides, called the Double-V groove joint. The Double-V requires less filler metal volume and, with proper management of welding pass sequence, can help in balancing stresses induced by welding. In addition to the "V" shape, welding designers have come up with other shapes for the groove including "U", "J", and bevel (half-V; only one part is machined, the other has a flat face), with their corresponding twins: Double-U, Double-J, and Double-Bevel. For thicker parts, you have many choices in terms of groove shape, size, number of welding passes, welding sequence, gouging method, etc.., but one thing is for sure - you gotta groovy kind of weld.
______________________________________________
The Arc of Welding
Any mention of word welding conjures up images of someone in blue overalls peering through a mask and creating a fireworks show. The fireworks come from the arc struck between the electrode and the work-piece. Energy, in the form of electric current, flows across the arc and generates intense heat enough to melt metals. The parts to be welded and, in some cases, a filler wire added to the weld, melt, mix and then freeze to form a strong bond.
For current to flow, the electrode and part being welded have to have opposite polarity. When the electrode is negative (EN - electrode negative, a.k.a straight polarity), electrons flow from the electrode, across the arc and into the part being welded. As the electrons take off from the electrode tip, they depart with some energy and actually end up cooling the electrode tip. This is similar to surface evaporation of water from a clay pot helping to cool the pot itself. The electrons then flow across the arc and impinge on the work-piece generating heat in excess of what is expected from resistive heating. EN configuration produces about 70% of the heat at the work-piece and 30% at the electrode. EN configuration works well when you need to use a non-consumable tungsten electrode whose sole purpose is to conduct electricity and maintain the arc. With a tungsten electrode, welding is done autogenously (parts themselves are melted without adding any extra filler) or with a filler.
There are situations where one wants to switch sides and produce more heat at the electrode tip. In that case, the electrode is set to positive polarity (EP - electrode positive, a.k.a reverse polarity) and electrons flow from the workpiece to the electrode. EP is commonly used with a consumable electrode where the electrode, either a short length as in manual welding or a continuous wire as in automated welding, melts and is consumed into the weld pool.
One can also use a variable polarity configuration where the polarity switches back-and-forth at either AC frequency or variable square wave profile . The current then flows first (EN) from electrode to work-piece producing welding heat at the work-piece, and then from work-piece to electrode (EP). The EP phase helps to break up oxide films on the surface when welding aluminum and magnesium. When using a non-consumable electrode, care has to be taken to make sure the electrode tip does not get too hot during EP phase.
Of all the welding processes, arc welding is the most common, economical, and versatile. You will see arc welding done in practically any environment including garages, alleys, and small repair shops by folks who are crouching, standing, kneeling, and sometimes even hanging upside down to make a weld. The fact that it is so easy to learn and use makes it the most popular welding process.
________________________________________________
"Luke - I am your father"
Whenever I watch reruns of the movie Star Wars, I can't help but think that Darth Vader, with his mask, always seems to be ready for some welding. Perhaps the mask protects his eyes from the arcs and sparks produced during those light-saber duels. Anyone operating a welding machine should be equally well prepared to protect their eyes from the intense light produced in the arc; exposure can burn the cornea causing temporary and sometimes permanent damage. In addition to the intense light, the mask/helmet can also protect the user from weld spatter and fumes rising from the weld. Additional information about safety and health facts related to welding is available at the following AWS website.
____________________________________________